-

佛山市特固机械有限公司
主营:全自动冲孔机,不锈钢冲孔机,管材冲孔机,护栏自动冲孔机,方管冲孔机

佛山市特固机械有限公司
主营:全自动冲孔机,不锈钢冲孔机,管材冲孔机,护栏自动冲孔机,方管冲孔机 14
14
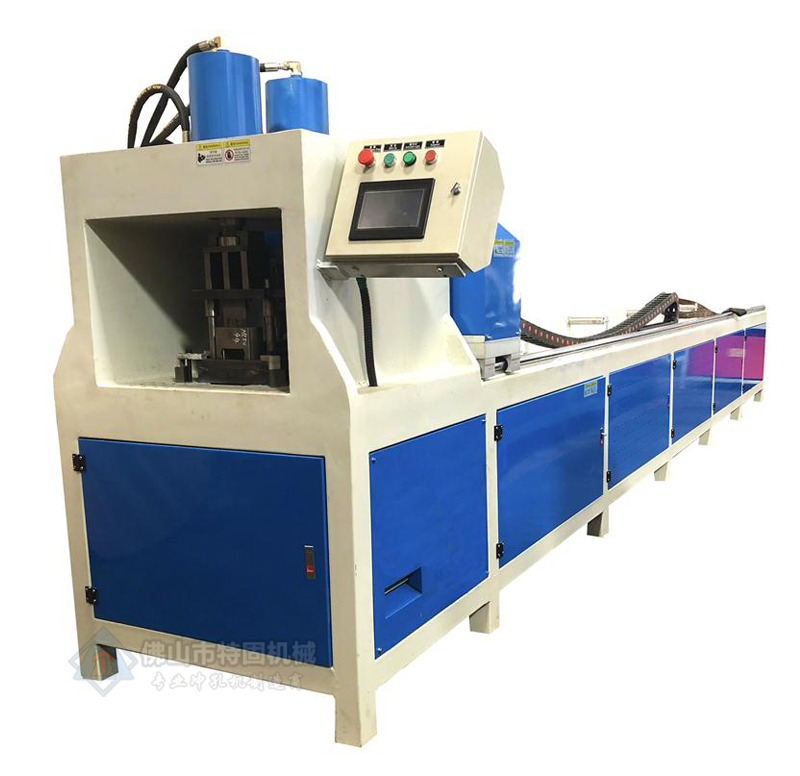
圆管冲孔机是如何清孔的?
需要常常进行保养才能保证其寿命:操纵前检查圆管冲孔机的冲头、冲模是否相应配套,否则将会损坏冲孔机主机。装配上、下模时,必需上、,上模固定套一定要拧紧。下模安放时要留意刀口向上(孔径小的一头),切不可装反而损坏机器。在操纵过程中,系统已有工作压力的情况下,不可拆下快速接头。丝杆、丝母应该常注油润滑。
该部件由圆管冲孔机床身、主液压缸、滑块、后盖、导轨滑块、换模安全装置、辅助托料台、X轴定位装置、排料盒以及废物小车等组成。床身为开式结构,由钢板焊接制成。应留意清除孔时产生的费料,以免将下模孔塞满而损坏机具。冲孔前冲模须要先旋压紧再工作。
操纵过程中如发现异常故障,应即休止冲孔,排除故障,以免损坏机器件。曼夫特机械秉承市场是企业的生命,而质量是市场的生命,高效严格的管理以及先进的技术是质量的生命的宗旨,以互惠互利、共赢为经营理念。引进先进科学的现代化管理理念和体系,使销售、生产、检验、售后服务等各个环节建立完善的监督控制体系,严格控制产品的质量,提高工作效率,保证产品的稳定性、可靠性、精密性,实现企业的快速可持续发展。

全自动冲孔机
冲孔直径:5mm可定制
图像处理:HCF二维镜像综合处理系统(可加工任意孔形)
操作系统;windowsxp系统
靶型大小:max=0.5-5mm
最大功率:300W
照明光源:**高亮度LED上下投光多种光源
电源要求:AC220V单相+/-10% 50/60HZ 10A
气压要求:0.5-0.7mpa 60nl/min过滤干燥气源
外形:1000*620*1300
机体重量:200kg
性能特点
(1)适用于标牌铭板IMD IML薄膜开关菲林FPC软性线路;
(2)采用人体工学设计,精密载体搭配数位精密运动控制;
(3)机械采用直看直冲结构,*2次移位,上下模永远保持在同一直线运行,误差小,速度快,孔壁光滑无残留,模具寿命大大提高;
(4)XY轴独立控制,同时运行,通讯互不干扰,有效提升了加工精度跟工作效率;
(5)运用HCF二维镜像综合处理系统,影像处理较小解析度达0.1 PIXEL,瞬间准确快速的找出靶标中心(可加工任意孔形)具备二次扫描及残缺图形二维物理补偿功能.即使在靶形残缺变形时也能精确的冲孔;
(6)全屏全自动追踪定位,CCD放大约50倍介面直观,视野清晰;
(7)人机友好介面,方程式菜单操作,提供操作辅导及自检功能;
(8)低震动,低噪音,营造舒适良好的工作环境。
